wel02")
BENEFITS

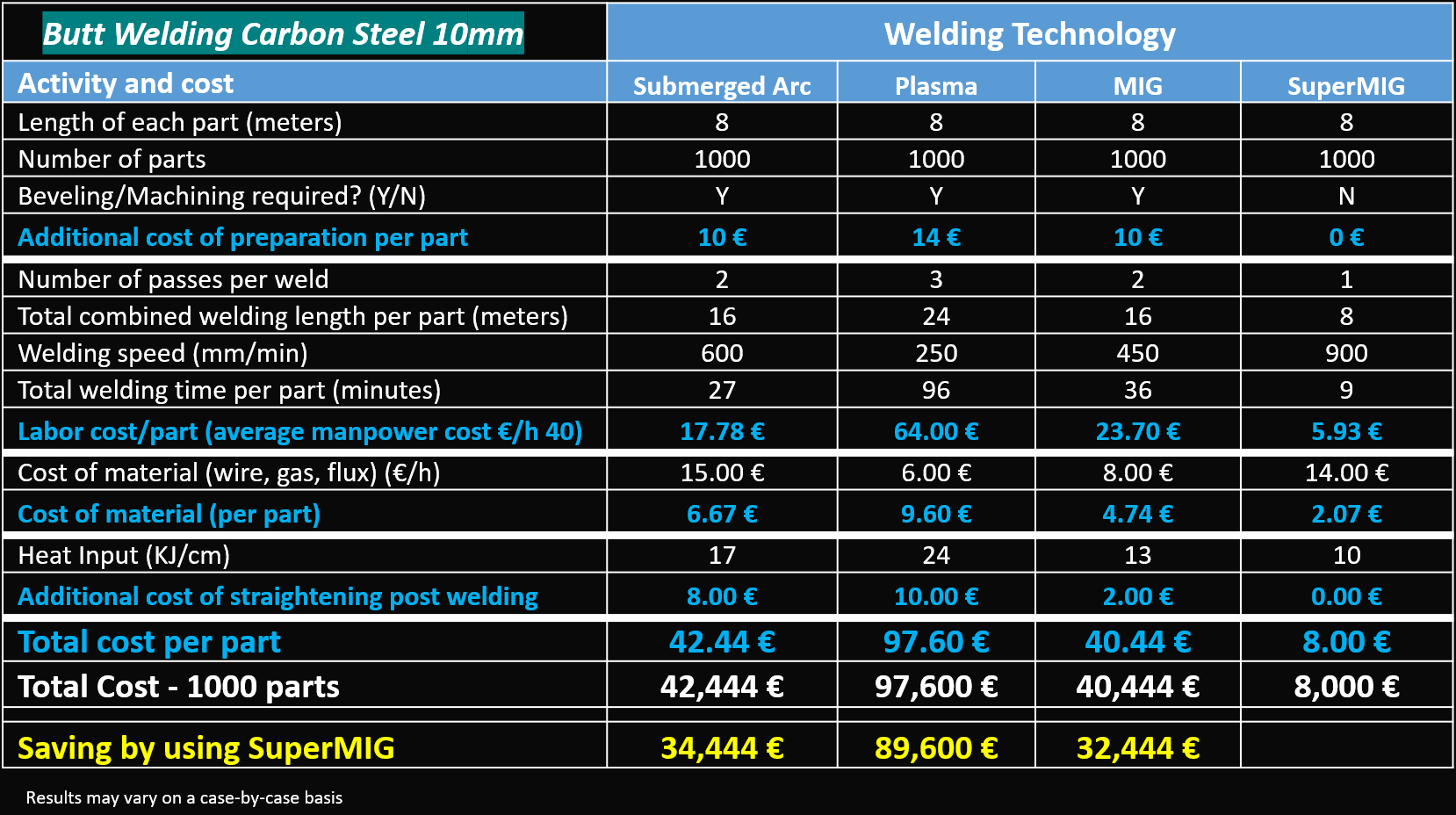
Faster
- Single-pass, single side, welding of up to ½ inch (12 mm) thick steel
- Slag removal is not required
- No need for edge preparations prior to welding

Cheaper
- Eliminate beveling costs
- Welding time reduction of over 50%
- Reducing filler metal use over 50%

Increased Weld Quality
- Due to speed, metal characteristics hardly changed
- Heat affected zone is minimal
- Welding hardness is similar to that of the unaffected base metal
Return of Investment Within Months
- Higher welding speed increases productivity by more than 50%
- Lower metal preparation and filler metal requirements reduce overhead
- Automated welding helps maintain productivity levels – despite the shortage of skilled welders
PRODUCTS

SUPER MIG®
SuperMIG® is Weldobot’s breakthrough, patented welding technology, which successfully unites two widely-used welding processes – Plasma Arc and MIG (GMAW) – into a single, high-performance, cost-effective system. SuperMIG®
combines the high energy concentration benefits of the plasma arc with the high speed and one-pass welding benefits of the GMAW process – enabling SuperMIG® to significantly outperform conventional welding processes.
For more details click here